LE APERTURE PER I MOZZI PORTA RUOTE
LE APERTURE PER I MOZZI PORTA RUOTE
Giunti a questo punto si rivestono sul lato superiore i listelli, ormai sagomati a gradini, con del nastro da carrozziere.
Si incidono i tagli per le aperture dei mozzi porta ruote
Si capovolgono i listelli e si eseguono altri quattro intagli profondi all’incirca mezzo millimetro che serviranno ad accogliere le assi anteriore e posteriore dei mozzi porta ruota.

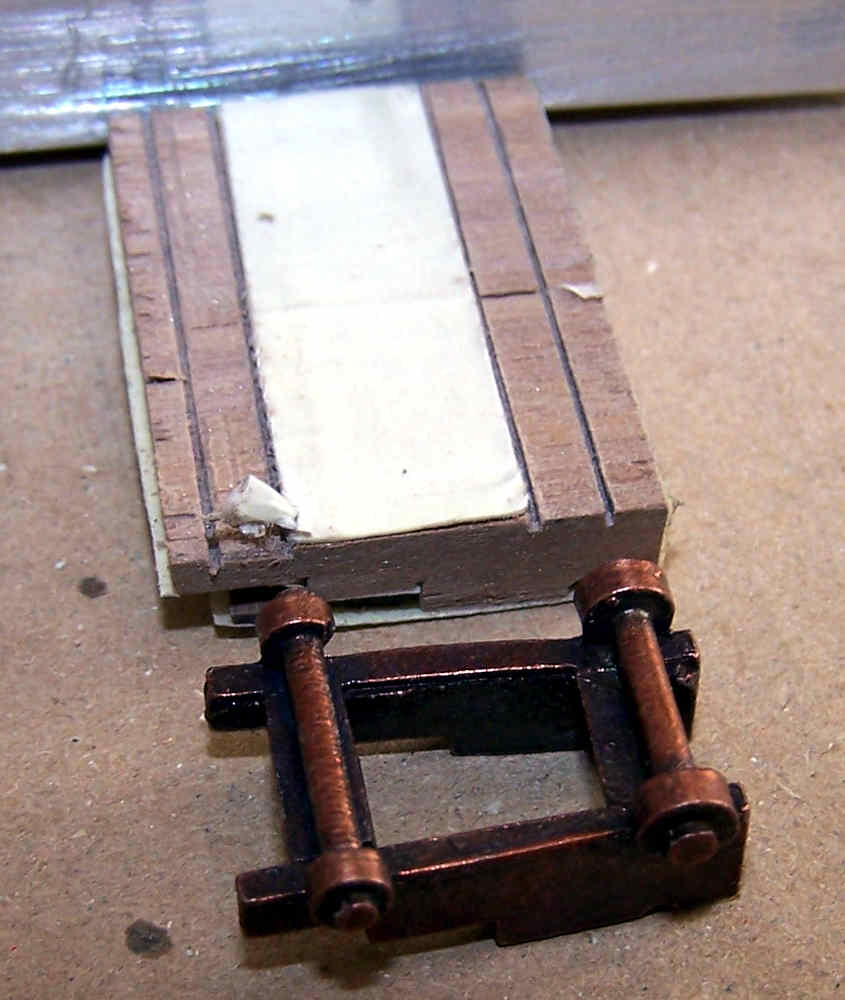
I listelli degli affusti vengono separati
Nella foto qui sopra si vedono molto bene le strutture laterali degli affusti delle artiglierie.
Lavorando in serie si ottengono dei pezzi perfettamente identici, inoltre appartengono tutti al medesimo listello e quindi presentano le medesime caratteristiche.

La lama modificata
Per asportare il legno e liberare lo scasso interno ed ottenere un taglio diritto senza rovinare le estremità dall’affusto si deve usare una lama a scalpello, tuttavia non esistono in commercio lame così strette ed allora la soluzione più semplice ed immediata consiste nel tagliarne una con un disco abrasivo montato su un minitrapano.

La rifinitura va fatta con una limetta assottigliata
Infine si rifinisce l’interno dello scasso.
Ora non è più possibile lavorare su tutta la serie completa dei listelli ma lo si dovrà fare a blocchi di quatto o cinque elementi.
Anche la lima andrà assottigliata a misura affinché entri nella fessura senza danneggiare le estremità.

I supporti laterali sono finalmente finiti
Nella foto qui sopra si vede molto bene il risultato ottenuto da tutte le lavorazioni compite.
Giunti a questo punto si deve far una piccola considerazione: per ogni cannone servono due supporti laterali e i cannoni presenti sul ponte di batteria possono essere decine e decine ed è pertanto impossibile costruire tutti i supporti in un’unica volta. Si è quindi obbligati a ripetere tutti gli step più volte (anche cinque o sei) ed ogni “lotto” differirà dagli altri per decimi o centesimi di millimetro.
È importante che ogni singolo cannone venga assemblato utilizzando una coppia appartenente alla stessa lavorazione in quanto una così risibile tolleranza è insignificante ma potrebbe essere visibile se i componenti venissero mescolati e presi a caso.
È quindi una buona cosa tenere separati i singoli lotti.
NB in alcuni modelli è presente anche una base che andrebbe anch’essa ricostruita.
Lavorando in modo preciso e senza fretta si riesce a limitare lo scarto di lavorazione ad un 10% dei pezzi che inevitabilmente si danneggiano durate le varie fasi costruttive.














